磷化液,是一种混合化学试剂,主要由硝酸锌、硝酸、氧化锌、水配制而成。主要用作常温除锈。用法是先按磷化槽的大小算出所需各化学品的量,然后在混合桶内放人氧化锌,加水搅拌成稠浆状,然后缓慢加人磷酸,边加边搅拌,待溶液放热完毕,将其加人到已加水的磷化槽中,最后加硝酸锌到磷化槽中,搅拌均匀即可使用。本液的磷化时间为5~6min。
精选百科
本文由作者推荐
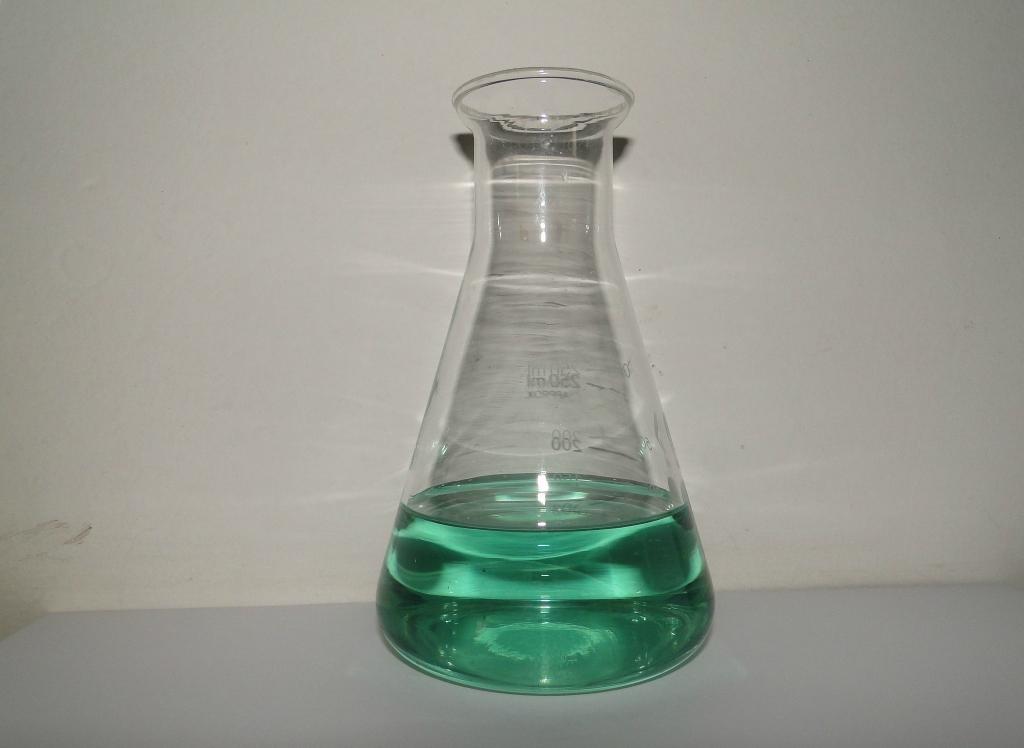
磷化液
混合化学试剂
中文名
磷化液
化学式
Zn(H2PO4)2
成分
硝酸锌、硝酸、氧化锌、水
领域
化学
原理
磷化处理是金属在酸性磷酸盐溶液中反应而在其表面形成磷酸盐保护膜的过程。原则上说,当金属工件一旦浸入加热的稀磷酸溶液中,就会生成一层膜。但由于这种膜的保护性差,所以通常的磷化在含有Zn、Mn等酸性溶液中进行。
磷化液中存在的动力学平衡。
磷化液的基本平衡方程式:
3M(H2PO4)2=M3(PO4)2+4H3PO4
此方程的平衡常数:
K=[M3(PO4)2][H3PO4]^4/[M(H2PO4)2]^3
M代表Zn、Mn等。
由上述方程式可以看出,常数K值越大,磷酸盐沉积的比率越大。而K值随一代和三代金属盐的金属的性质,溶液的温度,pH值及总浓度有关。所以影响磷化液性能的至少有PH值、游离酸度、总酸度、磷化温度、磷化时间、促进剂、除锈、除油、表调效果和金属性质等。
特点
磷化液:磷化是金属与磷酸或酸性磷酸盐反应形成磷酸盐保护膜的化学反应过程。主要成分磷化开槽剂、补充剂、调整剂、促进剂几部分组成。
组成
一般由磷化开槽剂(磷化建浴剂)、磷化补充剂、磷化调整剂、磷化促进剂几部分组成,其中开槽剂和补充剂为主要组成成分。开槽剂是首次建槽使用,补充剂是建槽之后的补充使用;磷化调整剂是调节磷化液的总酸和游离酸,以达到合适的酸比;磷化促进剂是一种氧化剂,主要去极化作用,促进磷化的反应速度。
磷化作用
涂装前作用
①增强涂装膜层(如涂料涂层)与工件间结合力。
②提高涂装后工件表面涂层的耐蚀性。
③提高装饰性。
非涂装作用
①提高工件的耐磨性。
②令工件在机加工过程中具有润滑性。
③提高工件的耐蚀性。
磷化用途
钢铁磷化主要用于耐蚀防护和油漆用底膜。
一、防护用磷化膜
①防护用磷化膜用于钢铁件耐蚀防护处理。钢铁磷化是保护钢铁重要的措施之一,经过磷化后会在其表面生成磷酸盐,这种磷酸盐可以把钢铁基体与外界隔绝开,保护钢铁本身,延长钢铁本身的使用寿命。[1]
磷化膜类型可用锌系、锰系。膜单位面积质量为10-40g/m2。磷化后涂防锈油、防锈脂、防锈蜡等。
②油漆底层用磷化膜
增加漆膜与钢铁工件附着力及防护性。磷化膜类型可用锌系或锌钙系。磷化膜单位面积质量为0.2-1.0g/m2(用于较大形变钢铁件油漆底层);1-5g/m2(用于一般钢铁件油漆底层);5-10g/m2(用于不发生形变钢铁件油漆底层)。
二、润滑用磷化膜
钢丝、焊接钢管拉拔单位面积上膜重1-10g/m2;精密钢管拉拔单位面积上膜重4-10g/m2;钢铁件冷挤压成型单位面积上膜重大于10g/m2。
三、减摩用磷化膜
磷化膜可起减摩作用。一般用锰系磷化,也可用锌系磷化。对于有较小动配合间隙工件,磷化膜质量为1-3g/m2;对有较大动配合间隙工件(减速箱齿轮),磷化膜质量为5-20g/m2。
四、电绝缘用磷化膜
一般用锌系磷化。用于电机及变电器中的硅片磷化处理。
常见问题:
如:磷化液渣多、容易发黄、还会返锈、磷化液消耗快、不环保、暗沉。

磷化液
分类
磷化膜体系
按磷化成膜体系主要分为:锌系(间接法氧化锌及磷酸)、锌钙系、锌锰系、锰系、铁系、非晶相铁系六大类。
锌系磷化槽液主体成分是:Zn2+、H2PO3-、NO3-、H3PO4、促进剂等。形成的磷化膜主体组成(钢铁件):Zn3(po4)2·4H2O、Zn2Fe(PO4)2·4H2O。磷化晶粒呈树枝状、针状、孔隙较多。广泛应用于涂漆前打底、防腐蚀和冷加工减摩润滑。
锌钙系磷化槽液主体成分是:Zn2+、Ca2+、NO3-、H2PO4-、H3PO4以及其它添加物等。形成磷化膜的主体组成(钢铁件):Zn2Ca(PO4)2·4H2O、Zn2Fe(PO4)2·4H2O、Zn3(PO4)2·4H2O。磷化晶粒呈紧密颗粒状(有时有大的针状晶粒),孔隙较少。应用于涂装前打底及防腐蚀。
锌锰系磷化槽液主体组成:Zn2+、Mn2+、NO3-、H2PO4-、H3PO4以及其它一些添加物。磷化膜主体组成:Zn2Fe(PO4)2·4H2O、Zn3(PO4)2·4H2O、(Mn,Fe)5H2(PO4)4·4H2O,磷化晶粒呈颗粒-针状-树枝状混合晶型,孔隙较少。广泛用于漆前打底、防腐蚀及冷加工减摩润滑。
锰系磷化槽液主体组成:Mn2+、NO3-、H2PO4、H3PO4以及其它一些添加物。在钢铁件上形成磷化膜主体组成:(Mn,Fe)5H2(PO4)4·4H2O。磷化膜厚度大、孔隙少,磷化晶粒呈密集颗状。广泛应用于防腐蚀及冷加工减摩润滑。
铁系磷化槽液主体组成:Fe2+、H2PO4、H3PO4以及其它一些添加物。磷化膜主体组成(钢铁工件):Fe5H2(PO4)4·4H2O,磷化膜厚度大,磷化温度高,处理时间长,膜孔隙较多,磷化晶粒呈颗粒状。应用于防腐蚀以及冷加工减摩润滑。
非晶相铁系磷化槽液主体成分:Na+(NH4+)、H2PO4、H3PO4、MoO4-(ClO3-、NO3-)以及其它一些添加物。磷化膜主体组成(钢铁件):Fe3(PO4)2·8H2O,Fe2O3,磷化膜薄,微观膜结构呈非晶相的平面分布状,仅应用于涂漆前打底。
磷酸盐膜在金属的冷变形加工(如拉关、拉丝、挤压成型等)过程中能较好地改善摩擦表面的润滑性能,延长工具和膜具的寿命。磷酸盐膜又是油漆和涂料的优良底层,无论是普通油漆还是电泳涂漆,磷酸盐膜在提高涂层与基体的结合力和耐蚀性方面起着重要的作用。在汽车、船舶、机械制造以及航空航天工业中,磷化的应用越来越广泛。
磷化液配方老化24h或加热到50°C之后,便再检测不出可溶解的六价铬,覆膜变成僧水性的,并且不溶于硝酸。由此假定,这种膜主要由水合铬氧化物组成。初期使用的促进剂是铁氰化钾。事实上,这种材料除了能加速覆膜生成外,还能改善覆膜的结构,产生深黄色的膜。这种材料多半以铁氰化铬(CrFe(CN)),或以铬氰化铁(FeCr(CN))的形式进入覆膜。
磷化膜厚度
按磷化膜厚度(磷化膜重)分,可分为次轻量级、轻量级、次重量级、重量级四种。
次轻量级膜重仅0.1~1.0g/m2,一般是非晶相铁系磷化膜,仅用于漆前打底,特别是变形大工件的涂漆前打底效果很好。
轻量级膜重1.1~4.5g/m2,广泛应用于漆前打底,在防腐蚀和冷加工行业应用较少。
次重量级磷化膜厚4.6~7.5g/m2,由于膜重较大,膜较厚(一般>3μm),较少作为漆前打底(仅作为基本不变形的钢铁件漆前打底),可用于防腐蚀及冷加工减摩滑润。
重量级膜重大于7.5g/m2,不作为漆前打底用,广泛用于防腐蚀及冷加工。
磷化处理温度
按处理温度可分为常温、低温、中温、高温四类。
常温磷化就是不加温磷化。
低温磷化一般处理温度30~45℃。
中温磷化一般60~70℃。
高温磷化一般大于80℃。
温度划分法本身并不严格,有时还有亚中温、亚高温之法,随各人的意愿而定,但一般还是遵循上述划分法。
促进剂类型
由于磷化促进剂主要只有那么几种,按促进剂的类型分有利于槽液的了解。根据促进剂类型大体可决定磷化处理温度,如NO3-促进剂主要就是中温磷化。
促进剂主要分为:硝酸盐型、亚硝酸盐型、氯酸盐型、有机氮化物型、钼酸盐型等主要类型。每一个促进剂类型又可与其它促进剂配套使用,有不少的分支系列。
硝酸盐型包括:NO3-型,NO3-/NO2-(自生型)。
氯酸盐型包括:ClO3-,ClO3-/NO3-,ClO3-/NO2-。
亚硝酸盐包括:硝基胍R-NO2-/ClO3-。
钼酸盐型包括:MoO4-,MoO4-/ClO3-,MoO4-/NO3-。
磷化用途
按磷化用途可分为:防锈磷化液、耐磨减摩润滑磷化液、装饰性磷化液、漆前磷化液、塑前磷化液等类别。
装饰性磷化液如发黑磷化液等,漆前磷化液包括喷漆磷化液、电泳磷化液等。
塑前磷化液分为静电喷塑磷化液、浸塑磷化液等
浸塑磷化液又可分为聚酯粉末浸塑磷化液、环氧粉末浸塑磷化液等。
其他分类
如按材质可分为钢铁件、铝件、锌件以及混合件磷化等。
参考资料
1.·
磷化液 相关的文章


昆仑公寓是华远地产鼎力开发的高档公寓项目,定位于中国国内房地产市场上的顶级豪宅。昆仑公寓位于朝阳区昆仑饭店西侧、华都饭店东侧,矗立于亮马河北岸、新源南路南侧,俯瞰第二使馆区茂盛的绿色走廊,远眺朝阳公园大片的城市绿带。




橘右京,《王者荣耀》中的一名无耗蓝刺客型战士英雄角色,2016年8月29日上线,由活动所得,无法购买,是一名非卖英雄。原型是SNK系列游戏《侍魂》中的角色橘右京。
《往事并不如烟》是由周耀辉作词,Kool G作曲,蔡卓妍演唱的一首国语歌曲,收录于蔡卓妍2010年6月15日发行的专辑《As A Sa》中。 2010年12月6日,该歌曲获得第十届全球华语歌曲排行榜年度二十大金曲奖 。


黄河三峡景区位于河南省济源市,小浪底大坝上游20公里处,总面积约80平方公里,地处北部山岳旅游带与南部黄河旅游带(三点一线)的水陆接合部、国家级风景区王屋山、小沟背景区与小浪底游线的枢纽地段。是世界地质公园、国家4A级景区、国家水利风景区、中国最具吸引力的地方、河南十大热点景区、中原四大避暑胜地。

急性心肌梗死是冠状动脉急性、持续性缺血缺氧所引起的心肌坏死。临床上多有剧烈而持久的胸骨后疼痛,休息及硝酸酯类药物不能完全缓解,伴有血清心肌酶活性增高及进行性心电图变化,可并发心律失常、休克或心力衰竭,常可危及生命。本病在欧美最常见,美国每年约有150万人发生心肌梗死。中国近年来呈明显上升趋势,每年新发至少50万,现患至少200万。

雨后彩虹
还来不及增加介绍呢!
作者





